Цилиндры двигателя замеряют в двух взаимно перпендикулярных направлениях вдоль оси коленчатого вала и перпендикулярно к ней, а также в двух поясах на расстоянии 10—15 и 65—70 мм от верхней плоскости блока цилиндров.
Максимально допустимым износом цилиндров следует считать 0,4 мм. Неплоскостность поверхности блока по месту сопряжения с головкой цилиндров допускается не более 0,2 мм на всей длине блока и не более 0,05 мм на длине 50 мм по плоскости прилегания поддона картера — не более 0,2 мм на всей длине и не более 0,05 мм на длине 50 мм; по плоскости прилегания впускного и выпускного трубопроводов — не более 0,4 мм. Если неплоскостность указанных выше поверхностей превышает допускаемую, необходимо исправить эти поверхности шабровкой или чистовым фрезерованием.
Прежде чем приступить к ремонту цилиндров, необходимо определить степень износа их стенок. Износ стенок замеряют пассиметром размером 100—150 мм, настроенным на номинальный диаметр цилиндра. Для получения стабильности замеров желательно все замеры делать при постоянной температуре окружающей среды 10—30° С.
Цилиндры ремонтируют расточкой с последующим хонингованием. Для расточки цилиндров рекомендуется применять переносные станки модели 2407. Цилиндры следует растачивать, оставляя припуск на хонингование от 0,02 до 0,08 мм. Хонингование осуществляют при помощи абразивных брусков на сверлильных станках или на доводочных станках модели 2291.
При расточках отклонение перпендикулярности осей цилиндров от оси коленчатого пала не должно превышать 0,05 мм на длине 100 мм. Номинальный и ремонтные размеры цилиндров приведены в табл. 1. Размерные группы даются для индивидуального подбора поршней.
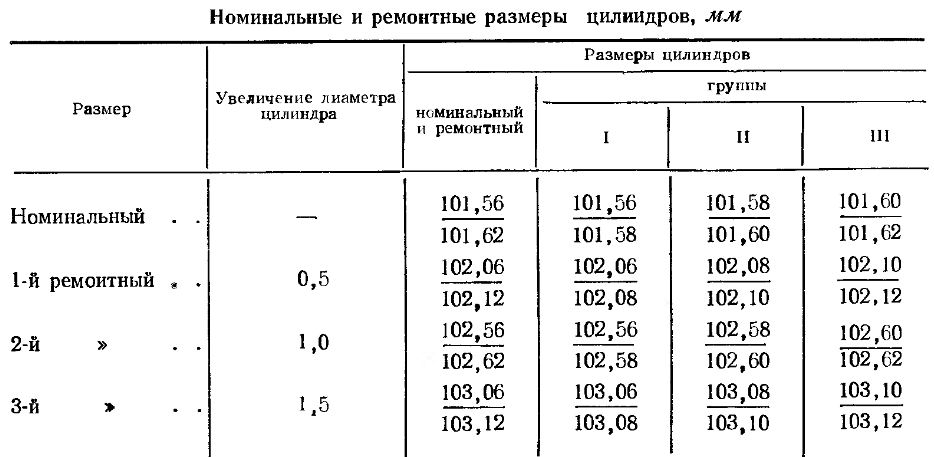
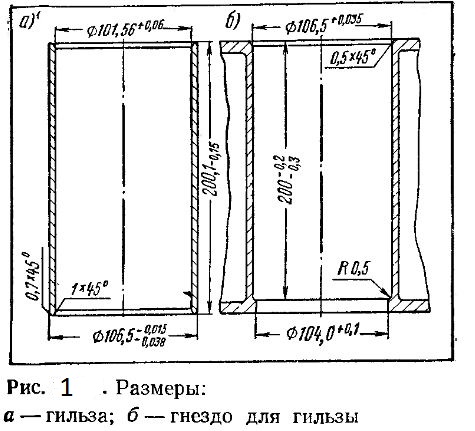
Все цилиндры одного блока ремонтируют под один ремонтный размер. Максимальная конусность и овальность отремонтированного цилиндра допускается не более 0,025 мм. Отдельные цилиндры, диаметры которых выпадают по каким-либо причинам за пределы наибольшего размера 103, 120 мм, могут быть отремонтированы методом гильзования. Количество гильз на одном блоке не должно превышать трех. Гильзы изготовляют из серого чугуна, применяемого для блока цилиндров.
Размеры гильзы и гнезда гильзы в цилиндре блока приведены на рис. 1. При запрессовке гильзы в блок цилиндров в рубашку охлаждения следует залить горячую воду, а гильзу по возможности охладить и смазать маслом. Гильзы запрессовывают прессом с натягом 0,05—0,10 мм. Торец запрессованной гильзы должен быть заподлицо с верхней плоскостью блока цилиндров.