
Сборка распределительного вала включает установку распорного кольца упорного фланца , шпонки и шестерни.
Прессовать шестерню на вал надо до упора ее в распорное кольцо. После запрессовки шестерни установить замочную шайбу, навернуть гайку, затянуть ее до отказа и отогнуть замочную шайбу на одну нз граней гайки. Упорный фланец при этом должен свободно вращаться, зазор между фланцем и торцом опорной шейки должен быть 0,08—0,21 мм.
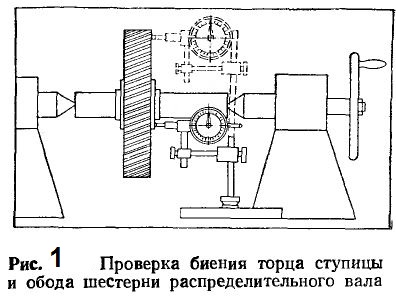
Торцовое биение ступицы большой распределительной шестерни со стороны прилегания к опорному фланцу допускается не более 0,04 мм. Биение торцов обода допускается не более 0,16 мм. Проверка биения шестерни производится индикатором (рис. 1).
При напрессовке шестерни надо установить вал в приспособление (рис. 2) и закрепить в тиски. Затем напрессовать шестерню.

В процессе эксплуатации двигателя изнашивается также и упорный фланец. Увеличенный осевой зазор вызывает продольный люфт вала и стук в двигателе. Величину зазора можно уменьшить путем уменьшения высоты распорного кольца.
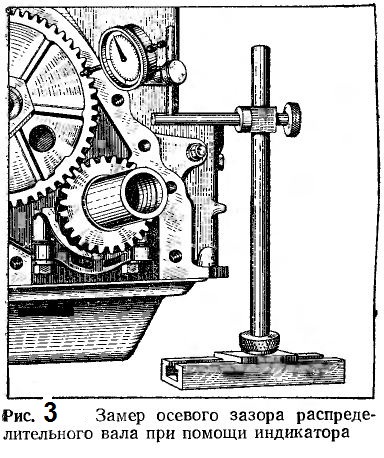
Осевой зазор распределительного вала можно проверить, не снимая двигателя с автомобиля, или на снятом двигателе при помощи индикатора, для чего надо снять крышку распределительных шестерен, установить индикатор (рис. 3) к торцу обода шестерни распределительного вала и замерить осевой зазор, покачивая шестерню с помощью воротка.
При износе втулок распределительного вала выше допустимого предела необходимо их выпрессовать из гнезда блока цилиндров прн помощи приспособления (рис. 4) и запрессовать новые втулки, применяя это же приспособление.
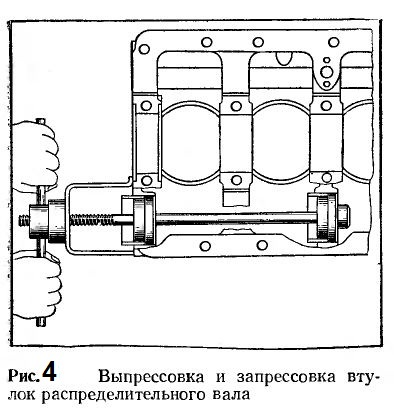
При запрессовке ремонтных или новых втулок надо установку их вести так, чтобы отверстия для смазки, имеющиеся во втулках, точно совпали с каналами в теле блока цилиндров. Запрессованные втулки необходимо подгонять развертыванием под диаметр опорных шеек распределительного вала с обеспечением нормального зазора в подшипниках в пределах 0,05—0,10 мм.