
Сборку насоса производить в последовательности, обратной разборке. Детали на сборку должны подаваться тщательно вымытыми. Все бумажные прокладки желательно заменить новыми. Детали масляного клапана, вынуть пружину и шарик. Отвернуть болты крепления корпуса нижней секции, снять его с верхнего корпуса в сборе с осью и ведомой шестерней нижней секции, а также осторожно снять регулировочные прокладки.
Для извлечения из корпуса ведущего вала с его шестерней надо: для односекционного насоса — выбить шпильку, спрессовать шестерню привода насоса и вынуть вал в сборе с шестерней; для двухсекционного насоса — сняв ту же ведущую шестерню, вынуть вместе с валом ведущие шестерни с промежуточной крышкой.
Для выпрессовки осей ведомых шестерен необходимо верхний корпус односекционного и двухсекционного насоса, а также корпус нижней секции двухсекционного насоса установить на подкладки и выпрессовать осн.
Для снятия ведущих шестерен надо: для односекционного насоса установить вал в приспособление или тиски и вынуть при помощи отвертки замочное кольцо, спрессовать с вала ведущую шестерню и вынуть шпонку из паза; для вала двухсекционного насоса, кроме того, сдвинуть вверх по валу ведущую шестерню верхней секции, снять замочное кольцо и спрессовать шестерню нижней секции, вынуть шпонку из паза вала, снять промежуточную крышку, после чего спрессовать шестерню верхней секции и вынуть вторую шпонку.
При сборке насоса необходимо обращать внимание на следующее: ось ведомой шестерни должна сидеть в корпусе с натягом 0,010—0,052 мм. Шестерня привода насоса на ведущем валу должна быть надета с зазором 0,014 мм или натягом 0,025 мм. Штифт шестерни привода насоса должен быть тщательно расклепан с обеих сторон. Зазор между торном корпуса и шестерней привода должен быть 0,3—0.5 мм.
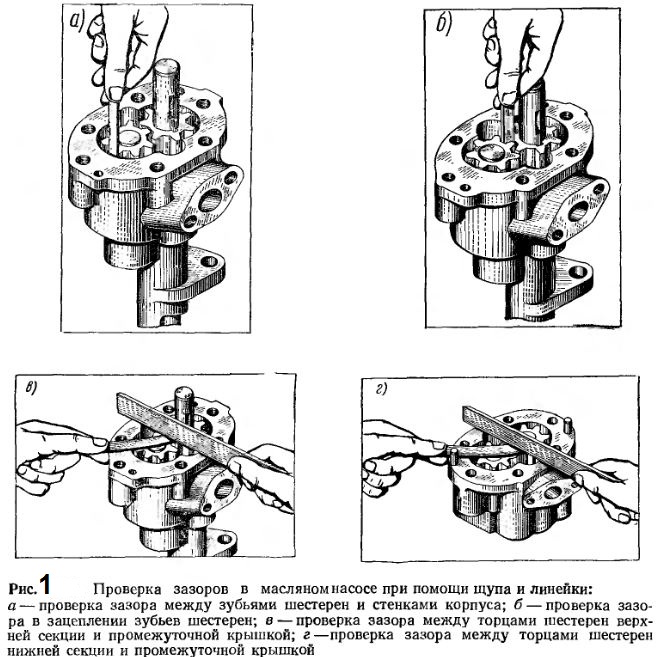
При установке шестерен в корпус насоса необходимо замерить при помощи щупа зазор между зубьями шестерен и стенками гнезда корпуса, который должен быть в пределах 0,025—0,275 мм (рис. 1, а). Зазор в зацеплении шестерен должен быть в пределах 0,150—0,550 мм (рис. 1, б). Зазор между торнами шестерен и промежуточной крышкой корпуса должен быть в пределах 0,10—0,25 мм (рис. 1).
Ведущий вал насоса, установленный в корпусе, после затяжки болтов должен легко проворачиваться от руки без заклинивания. Зазор между торцами шестерен насоса и крышкой регулируют прокладками. При заклинивании добавить прокладку.
Маслоприемник, подвешенный на патрубок, должен свободно качаться на оси, шплинт должен быть разведен так, чтобы он не мог выпасть. Собранный насос рекомендуется испытать. Схема стенда для испытания насосов показана на рис. 2.
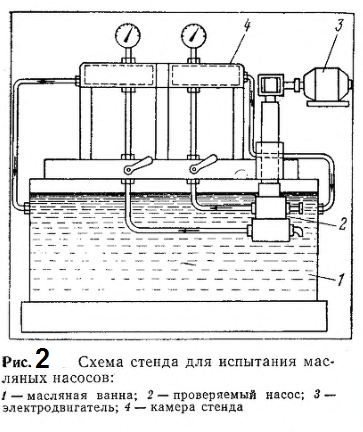
Проверка давления, развиваемого насосом, производится на вазелиновом масле Т(ГОСТ 1840—51) при температуре последнего 18—20° С. Давление при 675 об/мин вала насоса должно быть 2,5 кГ/см2 (не менее) для верхней секции и 0,9 кГ/см2 (не менее) для нижней секции. Редукционный клапан должен открываться при давлении 3—4 кГ/с.м2, а перепускной клапан нижней секции — при 1,2—1,5 кГ/см2.