
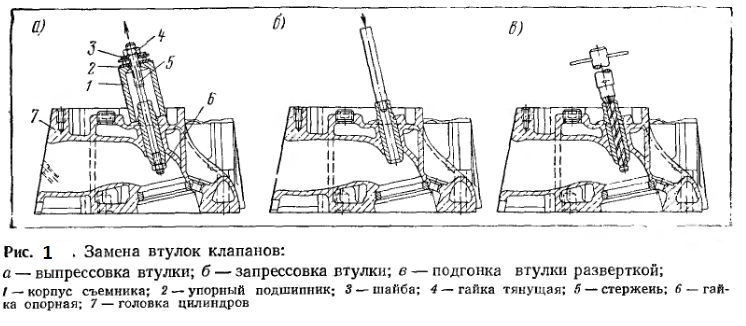
Максимально допустимый износ отверстия втулки клапана не должен превышать 0,05 мм. При большем увеличении диаметра втулки ее следует заменить. Выпрессовку втулок клапанов производят при помощи приспособления (рис. 1, а).
При запрессовке втулки клапана в отверстие головки цилиндров надо надеть на втулку стопорное кольцо и запрессовать втулку при помощи оправки до упора стопорного кольца в головку (рис. 1, б).
Для об леще ни я запрессовки втулок головку цилиндров рекомендуется нагреть до температуры 180° С. При отсутствии установки для подогрева головки допускается запрессовка втулок без подогрева.
После запрессовки втулки в головку цилиндров размер втулки следует довести разверткой (рис. 1, в) под диаметр устанавливаемого в нее стержня клапана, сохраняя при этом тепловой зазор между втулкой и стержнем, который должен быть: для впускного клапана 0,060 — 0,112 мм и для выпускного — 0,080—0,132 мм.
Зазоры во втулках клапанов рекомендуется поддерживать в указанных пределах, так как с увеличением их ухудшается теплоотдача, отрицательно влияющая на долговечность работы фаски клапана.
Втулки клапанов следует заменять до правки шарошками седел клапанов.