
Нижняя головка шатуна обрабатывается в сборе с крышкой, и поэтому при разборке, контроле и сборке шатун и крышку шатуна следует сохранять в комплекте.
Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов.
Не рекомендуется также обезличивать комплект шатунов с одного двигателя, так как на заводе-изготовителе шатуны подбирают и комплектуют по весу. При подборе в комплект новых шатунов их следует подбирать по весу одной группы. Подгонку по весу производят путем снятия металла с бобышек на крышке и головке шатуна. Точность подбора по весу комплекта шатунов на один двигатель 16 г.
Непараллельность осей отверстий малой и большой головок шатуна, а также отклонение от одной плоскости (скручивания) допускается не более 0,04 мм на длине 100 мм.
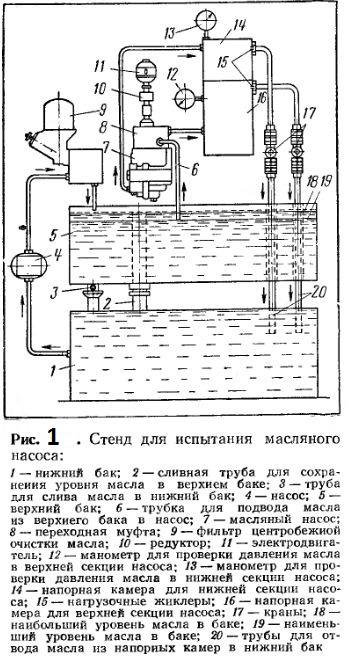
Шатун в сборе проверяют при помощи приспособления (см. рис. 1).
К правке допускают шатуны, имеющие отклонение от параллельности осей не более 0,08 мм и отклонение по скручиванию осей не более 0,08 мм на длине 100 мм.
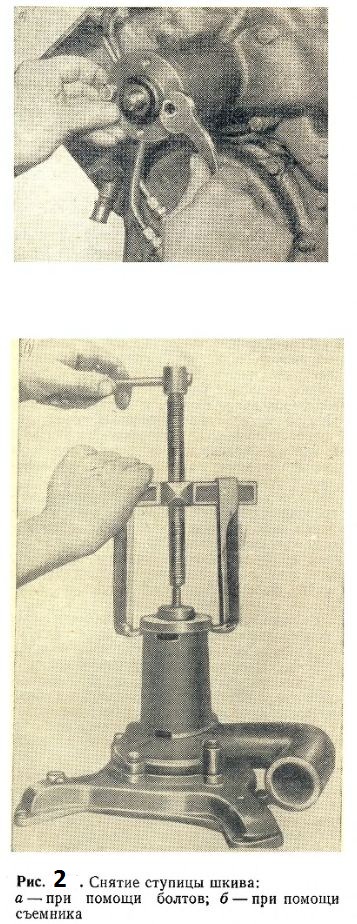
Шатун можно править в приспособлении (см. рис. 1) или в тисках (см. рис. 2) при помощи ключа или ручного пресса.
Диаметр отверстия нижней головки шатуна при затянутых гайках болтов должен быть в пределах 69,500—69,512 мм, а нецилиндричность—не более 0,008 мм.
Шатуны, поступившие в ремонт с нарушением правильной цилиндрической формы отверстия более чем на 0,01 мм или не укладывающиеся в пределы указанною размера, подлежат выбраковке.
Ремонт верхней головки шатуна обычно включает обработку втулки под поршневой палец ремонтного размера (при сохранении поршня) или смену втулки верхней головки с последующей их обработкой под номинальный размер пальца (при замене поршня). Втулку верхней головки шатуна запрессовывают в отверстие с натягом 0,147— 0,200 мм, после чего во втулке сверлят отверстие для смазки пальца.
Для лучшего прилегания втулок, вновь запрессованных в отверстие верхней головки шатуна, а также для уплотнения поверхностного слоя металла втулок их следует предварительно до развертки отверстия подвергнуть протяжке брошью, при этом диаметр броши должен быть па 0,45—0,50 мм меньше окончательного диаметра отверстия иод палец.
После протяжки брошью подогнать разверткой втулку под диаметр поршневого пальца номинального или ремонтного размера.
Нецилиндричность отверстия втулки допускается не более 0,0035 мм.
Окончательно обработанное отверстие под поршневой палец любого размера (стандартного или ремонтного) должно быть таким, чтобы при температуре +20°С поршневой палец плавно входил в отверстие втулки под усилием большого пальца руки. Такой посадке соответствует зазор между поршневым пальцем и отверстием втулок в шатуне в пределах 0,0045— 0,0095 мм.
Для удобства эксплуатации и ремонта завод выпускает комплект — восемь гильз с подобранными по ним поршнями с кольцами и пальцами. Этому комплекту присвоен номер 130-1000108.
Комплект, упакованный в ящик, поставляют потребителям. Для установки данного комплекта в двигатель надо снять слой консервации, промыть детали в керосине или бензине. Поршни и кольца устанавливать в те гильзы, с которыми они пришли с завода.
При шлифовке гильз под ремонтные размеры их подбирают в подобные комплекты, используя при этом поршни и кольца ремонтных размеров.